In the high-stakes world of oil and gas extraction, where extreme pressures, corrosive fluids, and precision control are daily challenges, one piece of equipment stands as a silent sentinel of safety and efficiency: the gate valve. Often overlooked but indispensable, gate valves play a pivotal role in ensuring the seamless operation of oilfields, pipelines, and refineries.
Anatomy of a Gate Valve: Precision in Simplicity
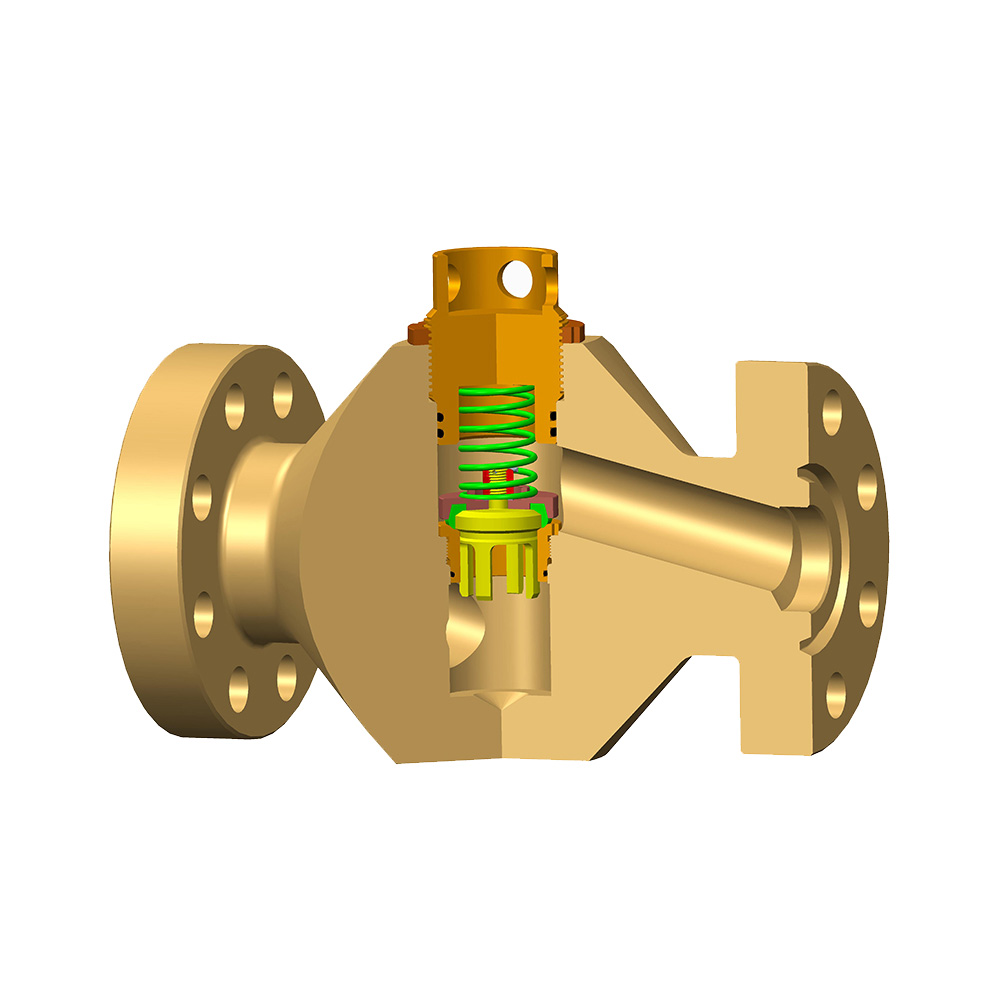
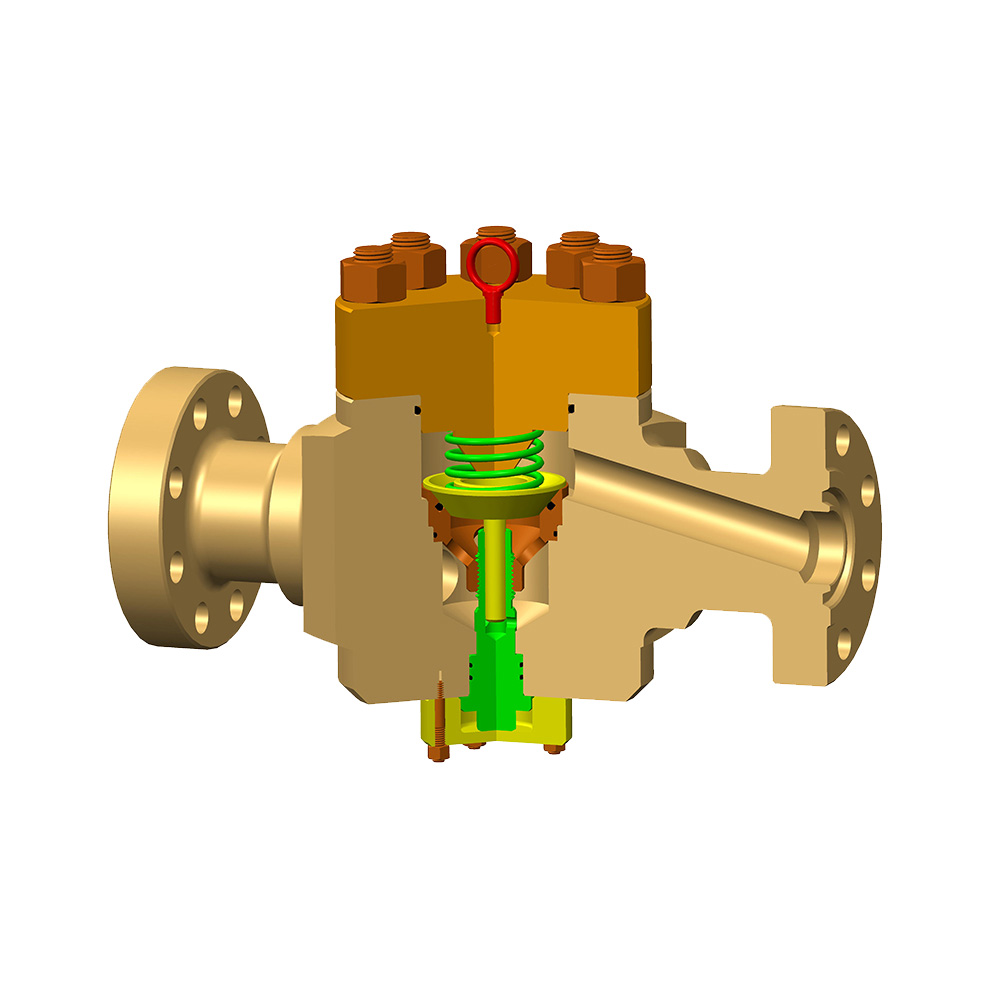
A gate valve is a linear motion valve designed to start or stop fluid flow. Its structure consists of a flat, wedge-shaped or parallel "gate" (a metal disc) that slides vertically between two seat surfaces. When fully open, the gate retracts into a bonnet, creating an unobstructed flow path. When closed, the gate forms a tight seal against the seats, preventing even minute leaks. Key components include:
Body: The outer shell, typically cast from carbon steel, stainless steel, or alloy to withstand harsh environments.
Gate: A robust disc made of hardened materials like chrome-plated steel or Inconel.
Stem: Connects the gate to the actuator (manual handwheel, electric motor, or hydraulic system).
Seats: Precision-machined surfaces that ensure leak-proof closure.
Gate valves are categorized as rising stem (visible stem movement) or non-rising stem (compact design), with wedge gates ideal for high-pressure systems and parallel gates suited for slurries or viscous fluids.
Why Gate Valves Are Indispensable in Oil Extraction
1. Unmatched Reliability in High-Pressure Environments
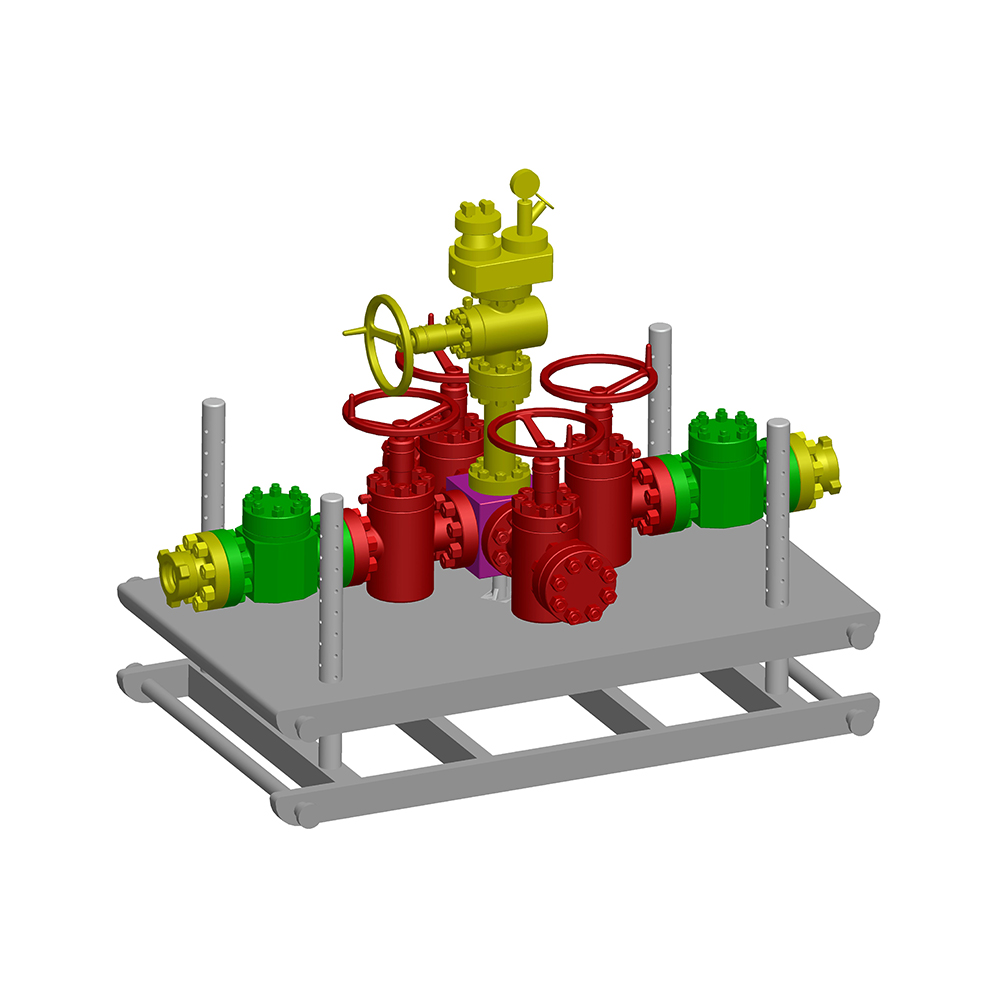
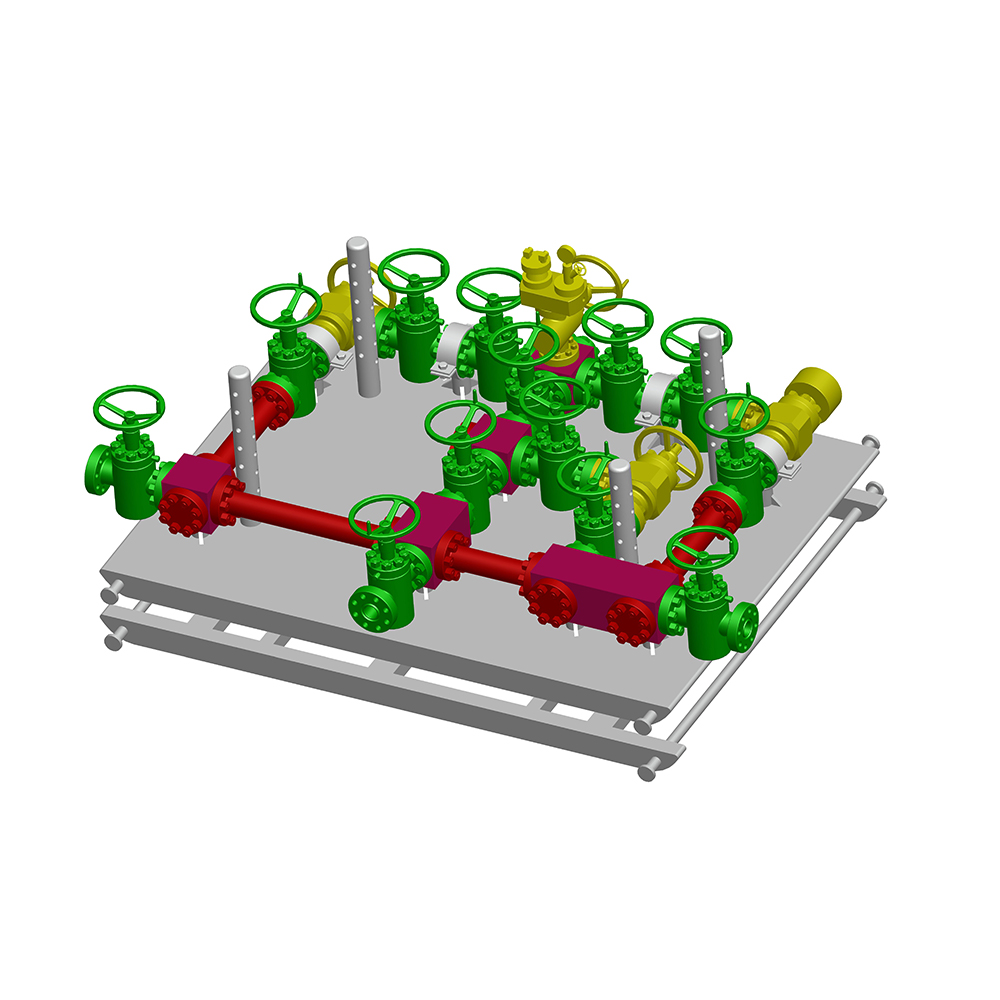
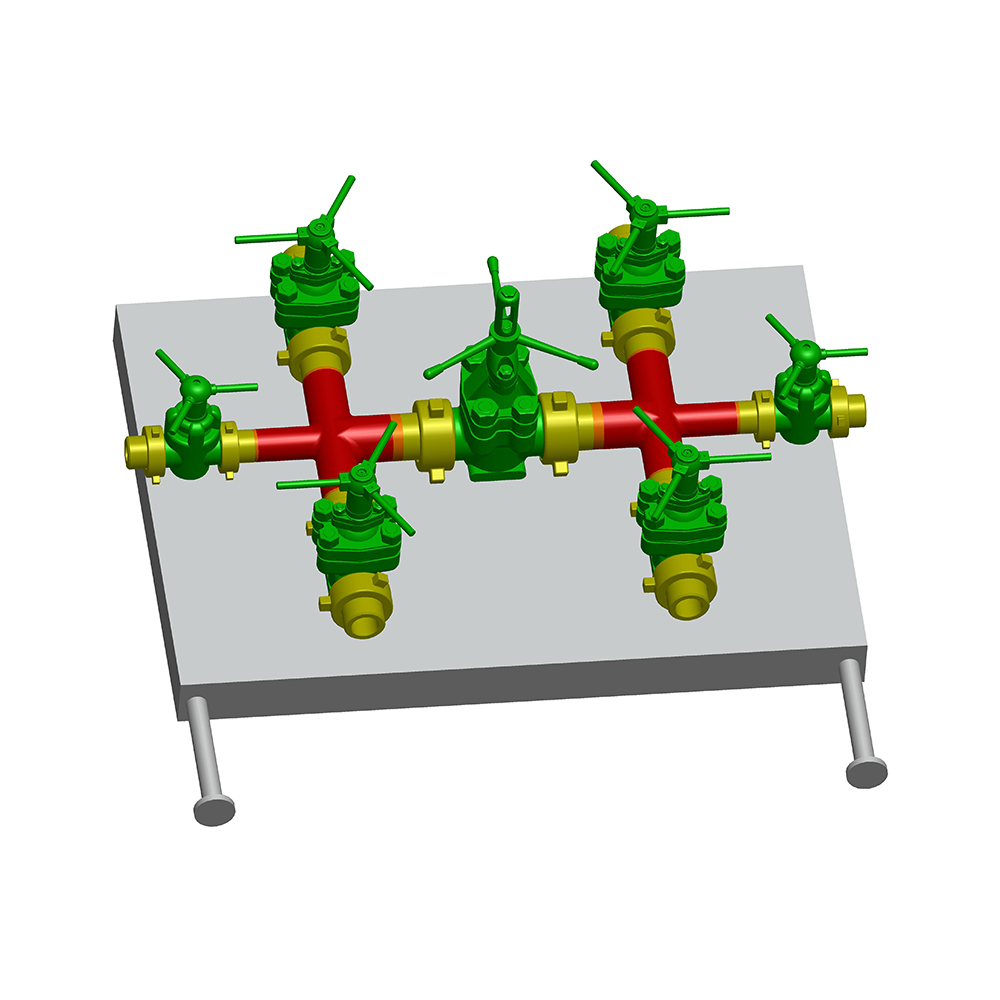
Oil extraction operates under extreme pressures—from wellheads (up to 15,000 psi) to transmission pipelines. Gate valves excel here due to their full-bore design, which minimizes turbulence and pressure drop when open. Their robust construction ensures integrity even under rapid pressure surges, a common occurrence in blowout preventers (BOPs) or emergency shutdowns.
2. Precision Flow Control for Critical Operations
In processes like hydraulic fracturing or pipeline pigging, precise isolation of fluid sections is vital. Unlike globe valves, which throttle flow, gate valves are designed for full-open or full-close operation, eliminating partial opening wear and ensuring zero leakage. This binary functionality is crucial for maintaining operational safety during well testing or equipment maintenance.
3. Resistance to Corrosion and Abrasion
Crude oil and natural gas often contain corrosive elements (H₂S, CO₂) and abrasive particulates. Gate valves constructed with corrosion-resistant alloys (e.g., duplex stainless steel, Monel) or coated with specialized polymers (PTFE, tungsten carbide) withstand chemical degradation and erosion. For example, valves in offshore platforms use nickel-aluminum bronze bodies to combat saltwater corrosion.
4. Emergency Shutdown Capability
In oilfields, emergencies like wellhead fires or pipeline ruptures demand rapid response. Gate valves’ fail-safe design allows them to shut off flow within seconds, whether manually or via automated systems integrated with SCADA (Supervisory Control and Data Acquisition). Their tight sealing also prevents environmental disasters by containing hazardous fluids.
Related products
Contact Us
Contact Table Box
Contact Zhonglin Support Team for any Inquiry
Mob:
+86-18066199628/ +86-18805110688
Email:
sales1@zhonglinoil.com / sales@zhonglinoil.com
A professional enterprise engaged in the design, manufacturing, and export of petroleum equipment.
Add: 88 Ronghua Road Yancheng New Hi-Tech Industrial Development Zone Yancheng, Jinagsu People's Republic of China

products
Contact Us
-

+86-18066199628
+86-18805110688 -

sales1@zhonglinoil.com
sales@zhonglinoil.com